

膜片联轴器制作流程及附加承载力
- 发表时间:2024-12-09
- 作者:
- 人气:619 次
膜片联轴器的传动装置速率在短时间承载能力为额定电流扭矩的二倍运行,转距从积极主动端半联轴器输入,经过沿圆内间隔规划的主传扭地脚螺丝将转距传送至空气减压阀组,然后由空气减压阀组依据地脚螺丝传入中间节,并一样由另一端的空气减压阀组、地脚螺丝及从动端半联轴器导出。膜片联轴器能够替代齿式联轴器的二轴连接机器设备,空气减压阀组由总量的薄不锈钢板材涂层空气减压阀叠合板成的,依据它去传输转距,运用联轴器连接二轴。
当各种各样偏差此外出现的时候,相对应的规定值要下降,为了方便提升联轴器的使用寿命,建议将直线轴偏差设为规定值的1/3以内。在插到组装轴之后再拧紧镙钉,不然就会导致联轴器弯曲。拧紧镙钉时,请运用扭力扳手,切勿运用零配件以外的镙钉组装。若是在运作的状况下出现异常声音,请马上停止工作,并对安装精度,镙钉松动情况等分别进行检查。建议组装调整完成后在镙钉外表面涂粘接剂,提高维护保养特点。
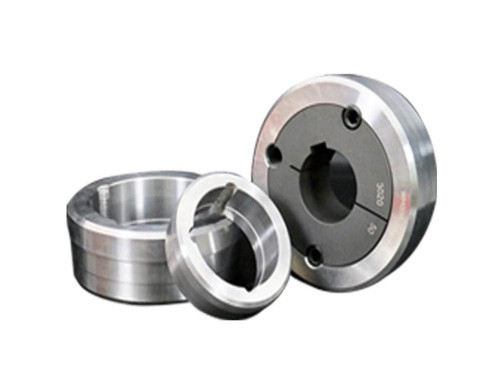
膜片联轴器在制作的过程中偏少是由一个空气减压阀以及2个半联轴器进行组成,而且所选用的空气减压阀用螺丝扭紧在连轴器上一般不易松动甚至造成空气减压阀和连轴器中间反作用力。有些联轴器厂家会提供2个空气减压阀,是有提供三个空气减压阀的,中间有一个或2个弯曲刚度电子器件,两边再连到连轴器上,处理各式各样偏差工作能力不一样,因其务必空气减压阀能繁琐的弯曲,因而单膜片联轴器不是很融进载荷,双膜片联轴器可以此外曲向不一样的方向,因此来赔付载荷。
由于生产加工及安装有偏差的主要原因、组装弯曲、热弯曲以及电机转轴下沉等原因,轴线间会导致某种程度的轴颈、锯轮、径向偏概中心线的相对偏差会到轴、滚柱轴承和联轴器上导致附加承载力,使柴油发电机工作上规范膜片联轴器能够根据空气减压阀的韧性来消化轴线之间的三向偏差,工作上规范膜片联轴器能传送大一点的转距,并且具备结构简单、生产制造方便快捷、无需要润滑等优点,因而广泛应用于船舰、化工机械设备、机械制造等领域。
- 石家庄市金明机械加工有限公司 销售热线:13785157777
售后服务:13803119999
邮箱:13803119999@163.com
地址:河北省石家庄市韩通工业区
